ABP Induction has developed an adapted system for the special processes of low-pressure pouring. The OCN furnace system is so far the only system for the low-pressure pouring of steel castings that has proven itself in industrial practice in continuous operation. This process has long been established for aluminum, with a recycled material content of less than 50 per cent of the weight of the component, compared with 100 per cent for gravity pouring. The capacities this yields in the area of melting result in valuable savings and additional sales potential for the foundries.

The use of materials in particular is interesting with respect to lightweight construction in the automotive sector: Although composite materials such as CFRP and lightweight materials such as aluminum or magnesium have outstanding lightweight construction potential, both materials also have numerous drawbacks in comparison with steel. As it is possible to produce steel through low-pressure pouring in a way that is load-bearing and has thinner walls, the material can bring about a significant advantage: It is easy to handle in common and globally available final assembly processes and also for repairs. It is therefore worthwhile to take a closer look at steel processing in low-pressure pouring processes.
The environmental factor also plays a role: The reduced rates of recycled and scrap material reduce the energy required per kilogram of good castings by up to 50 percent. In addition, the lower quantities of liquid material and the lower temperatures mean that less molding material is required, which is also a major driver of energy consumption and costs.
Differences to the common gravity pouring process
In the conventional pouring process, gravity is used to fill the mold with melt. The mold itself has openings at the top so that the air in the mold can escape during filling. Basically, it is possible to pour the melt directly into the mold, but different gating systems can also be used. And: A distinction can be made between descending mold filling and ascending mold filling.
In the case of the ascending mold filling, the melt flows from above into the space to be filled. One drawback: With this procedure it is not possible to regulate the speed and influence the filling section.
This is the significant difference to low-pressure pouring. Here, the casting mold is filled with melt through a riser pipe using pneumatic pressure applied against gravity. The casting mold “stands”, so to speak, on the riser pipe, which is immersed in the melt. Important in operation: It must be ensured that the entire furnace system is sealed pressure-tight.
What are the next steps? The internal pressure of the furnace can be increased with a valve. This causes the melt to rise up the riser pipe against gravity. Once the mold has been filled with melt, it must be ensured that gravity has no effect on the filled melt. In the process, the pressure in the furnace is therefore maintained until the melt has solidified in the transition from the gate to the mold. The challenge here in turn is that the melt in the riser pipe should remain liquid, as it flows back into the crucible after pressure equalization. There are numerous approaches that have proven themselves in practice to ensure that the melt in the riser pipe can flow off again. Methods of heat insulation or heating the riser pipe are possible. In contrast to manual pouring processes in steel casting, pouring is fully automated. The temperature and level process parameters in the riser tube are always kept at a constant level. Thus, the reproducibility of the pouring process is fully ensured and thus maintains the quality standard.
The OCN furnace system from ABP Induction
To enable the low-pressure pouring process to be used in steel pouring, ABP Induction has developed the OCN furnace. The furnace system with modern IGBT converter technology is designed for steel, iron and non-ferrous castings. The application for producing bronze and copper components is also possible with the above-mentioned benefits.
Components with a thickness of up to 0.8 millimeters have been realized in low-pressure pouring. In practice, the average has currently settled at 1.5 to 2 millimeters for components with a length of up to 1.2 meters. Thanks to the ABP pressure control, corresponding casting molds can be completely filled within a few seconds, without the risk of blowholes or pores if the process is properly controlled.
Low-pressure pouring thus enables complex and weight-optimized geometries to an extent similar to that of precision pouring. In contrast, there are the significantly lower manufacturing costs of components with low-pressure pouring, as well as the possibility of producing thin-walled components in almost any size.
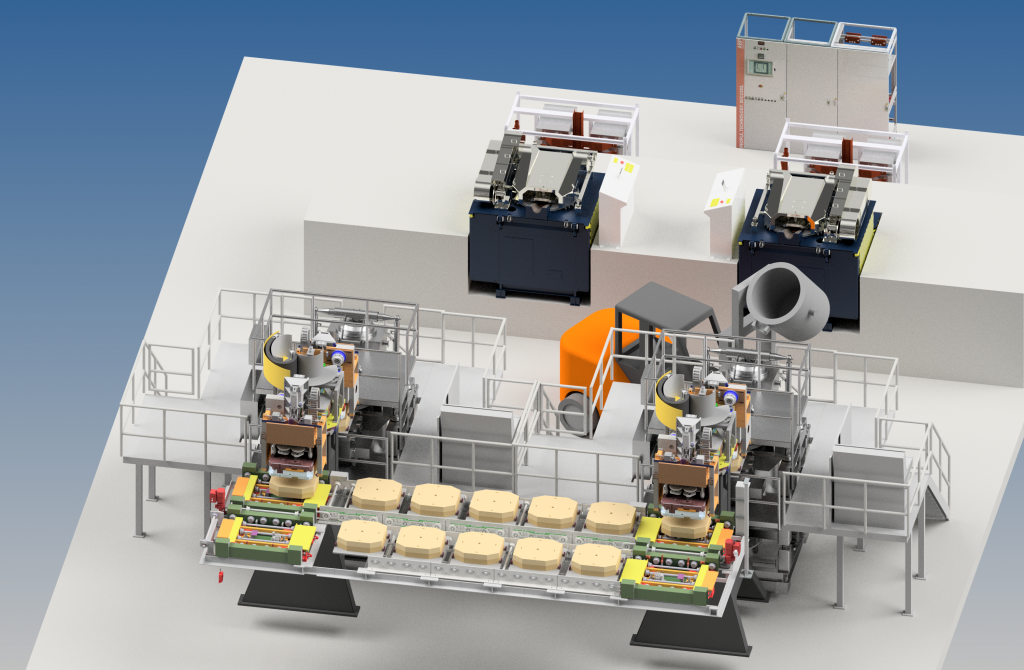
The OCN low-pressure pouring furnace is designed on the basis of the Teapot principle. This offers considerable benefits in operation: First, we have the buffering capacity. The possibility of depositing residual slag in the furnace vessel and slag-free pouring without the risk of freezing have also proven successful in practical applications. Another feature resulting in positive feedback from practical experience: The crucible inductor allows the OCN to be quickly and fully emptied, e.g. for an alloy change. Moreover, the furnace has a modular design so that the individual elements can be replaced easily and quickly at the end of their refractory life and the system is highly available.
Further information:
Markus Hagedorn, ABP Induction Systems GmbH
Sales Manager Liquid Metals
Phone: +49 231 997 2295
Cell: +49 175 5538500
markus.hagedorn@abpinduction.com